Kaltumformung
Setforge ist ein anerkannter Spezialist für das Kaltumformung von Antriebswellen für alle Branchen. Entdecken Sie diesen einzigartigen Prozess.
EIN PRÄZISIONSVERFAHREN
Beim Kaltschmieden wird ein metallischer Werkstoff bei Raumtemperatur durch Anwendung eines sehr hohen Drucks verformt. Das Geschoss wird in eine Matrize gelegt und dann durch die Wirkung einer Presse zusammengedrückt, bis es in die gewünschte Form passt. Abhängig von der geometrischen Komplexität des Bauteils können mehrere Arbeitsgänge erforderlich sein, um das Metall schrittweise zu verformen.
Besonders bei achsensymmetrisch geformten Bauteilen, wie z.B. Wellen, ist dieses Verfahren besonders wettbewerbsfähig und ermöglicht es, sich den Endmaßen des Produktes anzunähern.
Setforge ist einer der europäischen Spezialisten für dieses Verfahren. Wir sind in der Lage, Teile für alle Produktionsmengen und mit einem Gewicht von bis zu 30 kg bei einer maximalen Länge von 800 mm zu fertigen. Eine einzigartige Kapazität auf dem Markt!

PRODUKTION UND EIGENSCHAFTEN
Das Kaltschmiedeverfahren eignet sich besonders für sehr hohe Produktionsraten und ist perfekt an die Bedürfnisse von Massenindustrien wie der Automobilindustrie angepasst. Da die Knüppel nicht erwärmt werden, ist der von den Pressen ausgeübte Druck höher als bei anderen Schmiedeverfahren und erfordert daher den Einsatz leistungsstarker Pressen.

1-Schneiden der Schnecken
Nicht alle Stahlsorten sind für das Kaltschmieden geeignet. Der Kohlenstoffgehalt muss weniger als 0,5 % betragen und die Kaltverfestigungsrate muss akzeptabel sein.
Die Stäbe werden durch eine geeignete, vom Stahlhersteller durchgeführte Wärmebehandlung erweicht geliefert.

2-Schmierung
Auf das Geschoss wird ein Schmiermittel aufgetragen, damit es nicht an der Matrize kleben bleibt und leichter gleiten kann. Die Reibungskräfte sind extrem wichtig.
Während des Prozesses kann das Teil eine Temperatur von fast 250°C erreichen!

3-Schmiedearbeiten
Der Rohling wird nacheinander in mehrere Formen gelegt, um allmählich die gewünschte Form zu erreichen.
Die Druckkraft wird durch hydraulische oder mechanische Pressen, vertikal oder horizontal, aufgebracht.

4-Lieferungen
Kaltgeschmiedete Teile benötigen möglicherweise keine zusätzliche Wärmebehandlung.
In diesem Fall werden sie direkt in unseren Unternehmen bearbeitet oder an unsere Kunden verschickt.

FEATURES
Die innere Struktur des Metalls ist in Fasern organisiert. Diese "Zerfaserung" ist das Ergebnis der Verengung und Neuausrichtung der Kristalle während des Knetprozesses (plastische Verformung) eines Metallteils. Die Steuerung der Orientierung dieser Fasern ermöglicht es, sehr hohe mechanische Eigenschaften zu erzielen.
Das Kaltschmieden ermöglicht eine perfekte Kontrolle der Faserung, die an die Geometrie des Teils angepasst und nach den mechanischen Zwängen der Verwendung ausgerichtet ist. Im Gegensatz zur Stangenbearbeitung werden die Fasern nicht geschnitten. Kaltgeschmiedete Teile profitieren daher von einer optimalen Ermüdungsbeständigkeit, so dass sie auch in den kritischsten Anwendungen eingesetzt werden können.
Die Maßkontrolle des Kaltschmiedens ermöglicht ein Schmieden ohne Grat und Materialverlust. Zusätzlich zu den Materialeinsparungen haben die Teile keine Entgratplatte, was die Bearbeitbarkeit erleichtert.
Das Kaltschmieden ist für Stähle mit geringer Duktilität nicht geeignet. Der prozentuale Anteil des Kohlenstoffs muss weniger als 0,5 % betragen. Die gängigen Stähle, die kalt geschmiedet werden können, sind :
- 17CrNiMo6
- 42CrMo4
- 16MnCr5
- 20MnCrS4
VORTEILE UND EINSCHRÄNKUNGEN

MATERIALEINSPARUNG
Das Gewicht des verwendeten Materials ist gleich dem Gewicht des fertigen Teils. Im Gegensatz zu anderen Verfahren ist kein Entgratvorgang notwendig.
ABMESSUNGSGENAUIGKEIT
Das Verfahren ermöglicht eine perfekte Kontrolle der endgültigen Abmessungen des Teils. Die Toleranz auf den fertigen Durchmesser beträgt nur +/-0,3 mm.
PERFORMANCE
Dank einer kontrollierten Ausrichtung der Faser und einer starken Kalthärtung werden die mechanischen Eigenschaften verbessert und das Teil profitiert von einem optimalen Gewichts-/Leistungsverhältnis.
VEREINFACHTE BEARBEITUNG
Das Kaltschmieden ermöglicht es, eine "saubere" Oberfläche mit Toleranzen zu erhalten, die nahe an den Endmaßen des Bauteils liegen. Materialverluste sind begrenzt und die Bearbeitungszeiten werden reduziert.
ENERGIE SPAREN
Das Fehlen von Heizphasen macht das Kaltschmieden zu einem besonders CO2-armen und energiesparenden Verfahren.

EINGESCHRÄNKTE GEOMETRIE
Aufgrund der hohen Spannungen, die auf das Material einwirken, ist das Kaltschmieden nicht für allzu komplexe Teilegeometrien geeignet. Das Verfahren ist achsensymmetrischen Teilen wie z. B. Wellen vorbehalten.

KALTUMFORMUNG BEI SETFORGE
Setforge hat zwei Unternehmen, die sich auf das Kaltschmieden spezialisiert haben. Setforge Near Net, das hauptsächlich im Automobilbereich tätig ist, kann mehrere Millionen Teile pro Jahr produzieren, wobei die Teile bis zu 4 kg wiegen können. Setforge Extrusion hingegen arbeitet auch im öffentlichen Bauwesen und in der Landwirtschaft und ist in der Lage, Kaltschmiedeteile bis zu 30 kg und 800 mm Länge für alle Arten von Getrieben herzustellen.

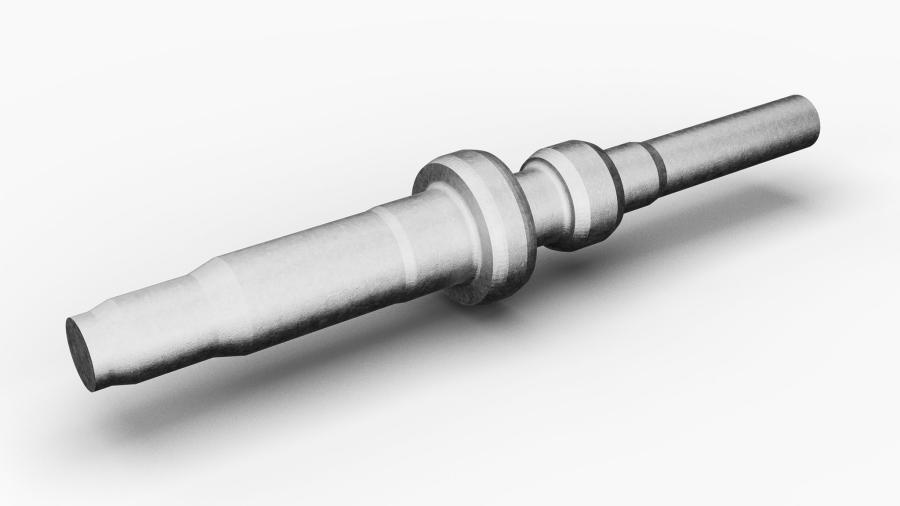
Getriebesekundärwelle mit geschmiedeter Verzahnung
AUTOMOTIVE
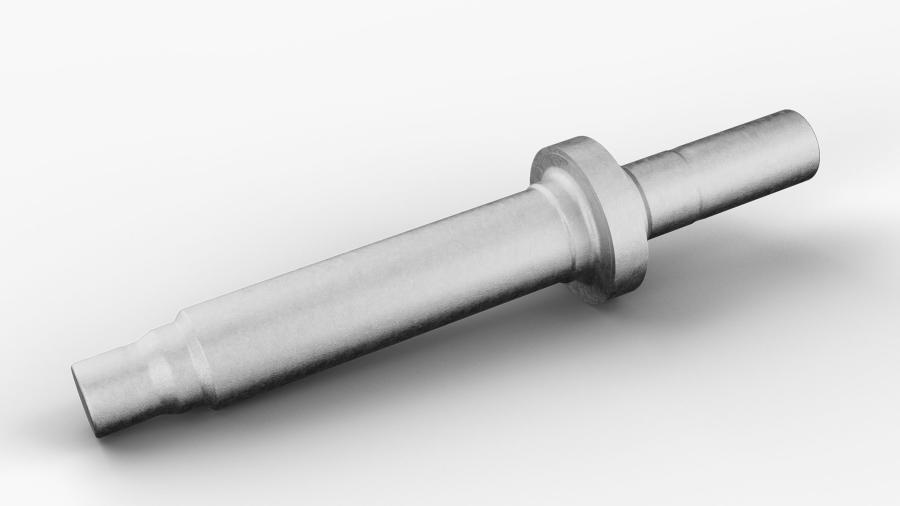
Getriebeeingangswelle mit Schmiedeschrumpfung
AUTOMOTIVE
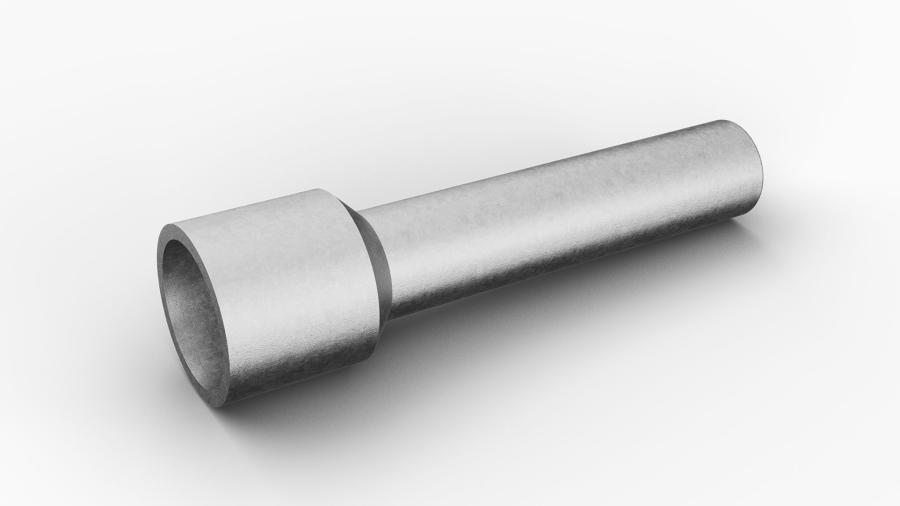
Hohlwellen-Getriebe
AUTOMOTIVE
Rotorwelle
E-MOBILITY
Möchten Sie mehr über das Kaltschmieden erfahren?
UNSERE TEAMS SIND FÜR SIE DA!