
Les origines de la fabrication additive par fusion laser remontent au principe général breveté dans les années 1977 par Russ Householder. Cet inventeur du secteur privé décrit un système et un procédé qui ressemblent étrangement aux futurs systèmes commerciaux de fusion sur lit de poudre.
C’est au début des années 1990 que s’écrivent les premières pages de l'histoire commerciale de cette technologie. Plusieurs entreprises et instituts ont participé à son développement, certaines entreprises ont été rachetées, d’autres se sont détournées du procédé. Pour des questions de brevet et du fait d’un parcours tortueux de « différentiation marketing » vis-à-vis de la concurrence, cette même technologie porte aujourd’hui plusieurs noms.
Ainsi, les acronymes SLM (« Selective Laser Melting », pour fusion sélective par laser) et DMLS (« Direct metal laser sintering » frittage laser direct de métal) peuvent être considérés comme les vestiges de la période qui précède l'entrée en coopération des principaux acteurs, avant que leur portefeuille de brevets ait été enrichi grâce à des accords de partage de licences. Avant cela, les deux techniques se différenciaient de telle sorte que la technologie SLM permettait de faire fondre les particules de poudre constituées de métal pur) avec un point de fusion unique (titane ou aluminium pur), tandis que la technologie DMLS frittait les poudres pré-alliées entre elles (aciers inoxydable, superalliages - Inconel 718 - et Ti64, par exemple). Devenu un simple synonyme de DMLS, aujourd’hui la technologie SLM est également employée pour la fabrication additive métallique de métaux pré-alliés.
De plus, si le frittage sélectif par laser (Selective Laser Sintering ou SLS) a longtemps été utilisé pour décrire le procédé tel qu'il est appliqué à une variété de matériaux différents (métaux, matières plastiques, verre, céramique), il est aujourd’hui employé spécifiquement pour le frittage par laser de matières plastiques.
Quels sont les différents procédés de fabrication additive métallique ? Qui sont les constructeurs de machines?
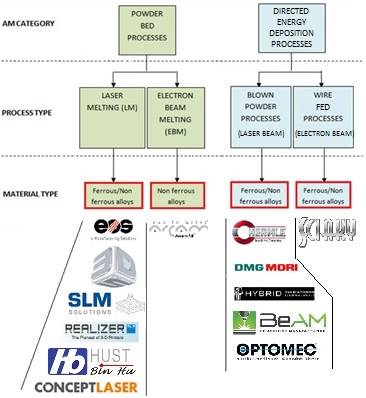
Les procédés de fabrication additive métallique et les constructeurs de systèmes.
Les procédés de fusion sur lit de poudre
Il s’agit des procédés de fabrication additive selon lesquels les particules de poudre des régions particulières d'un lit de poudre sont fusionnées entre elles par énergie thermique.
Le procédé de fusion sélective par laser
C’est le procédé sur lequel repose le plus grand nombre de systèmes industriels de fabrication additive métallique. Dans le procédé DMLS, les épaisseurs de couche varient généralement entre 20 et 60 µm. Les objets sont façonnés en déposant horizontalement des couches de poudre métallique sur les précédentes puis en les fusionnant au moyen d’un laser, sous une atmosphère inerte. La taille des particules de poudre utilisées dans le procédé DMLS se situe généralement entre 10 et 50 µm de diamètre.

Pièces métalliques produites par DMLS (Spartacus3D).
La vitesse de balayage ainsi que l’épaisseur des couches sont limitées par la puissance du laser et le comportement du matériau pendant le processus de fusion. La distance de hachage (distance séparant les passes du balayage laser) est elle-même limitée par le diamètre du faisceau laser focalisé, ceux-ci devant être égaux en vue d'obtenir une structure sans porosité.
La répétabilité du procédé DMLS est d'environ 20 µm dans toutes les directions tandis que la résolution minimale de détail est d’environ 100 µm dans le plan et 20 µm dans le sens de la construction.
Le procédé de fusion sélective par faisceau d'électrons
Qui sont les principaux constructeurs de systèmes de fabrication additive métallique sur lit de poudre?
- EOS (Allemagne), Direct Metal Laser Sintering (DMLS)
- 3D Systems (USA), Direct Metal Sintering (DMS)
- SLM Solutions (Allemagne), Selective Laser Melting (SLM)
- Realizer (Allemagne), Selective Laser Melting (SLM)
- Concept Laser (Allemagne), LaserCusing (LC)
- Renishaw (Royaume-Unis), Selective Laser Melting (SLM)
- Arcam (Suède), Electron Beam Melting (EBM)
- Wuhan Binhu (Chine), Selective Laser Melting (SLM)
- Huake 3D (Chine), Selective Laser Melting (SLM)
Dépôt de matériau et fusion (Direct Energy Deposition, DED)
Il s’agit d’un procédé de fabrication additive selon lequel les particules de poudres sont projetées dans un faisceau d’énergie vers un bain de métal fondu, auxquelles elles s’ajoutent et fusionnent lors du refroidissement
Le terme générique « dépôt de matériau et fusion » englobe plusieurs techniques de dépôt:
- Direct Metal Deposition (DMD)
- Direct Laser Deposition (DLD)
- Laser Deposition Technology (LDT)
- Laser Additive Manufacturing (LAM)
- Laser Metal Deposition (LMD)
- Laser Engineering Net Shaping (LENS)
- Laser Cladding Technology (LCT)
- Laser Freeform Manufacturing Technology (LFMT)
Le procédé qui se cache derrière ce nom
Ce procédé utilise une source d'énergie directe (habituellement laser mais parfois par faisceau d'électrons) pour créer, dans des conditions atmosphériques finement contrôlées, une liaison métallurgique entre le matériau déposé et le matériau de base d'un produit (ou les couches précédentes de matériau déposé). Une machine DED typique se compose d'une buse montée sur un bras articulée de robot multiaxes. À l’aide d’un faisceau d'énergie focalisé depuis le centre de la buse, on fait fondre la surface du matériau cible pour créer un petit bain de métal fondu. Le matériau déposé, qui peut être soit soufflé sous forme de poudre (« powder blown ») ou présenté sous forme de filament (« wire-fed »), est déposé dans la zone de fusion pour y être absorbé.
Les dimensions du dépôt vont de 15 à 100 µm d'épaisseur et de 0,1 à 0,4 mm de largeur. Cette technique peut être employée pour produire additivement des pièces dans leur intégralité ou réparer des composants.
Qui sont les principaux constructeurs pour les systèmes de dépôt de matériau et fusion?
Les principales entreprises qui développent actuellement des technologies exclusivement basées sur ce procédé sont les suivantes:
- BEAM (France), Construction Laser Additive Directe (CLAD), machine MAGIC (LMD/Rechargement laser).
- Optomec (USA), Laser Engineered Net Shaping (LENS), machine 850-R et solution modulaire Print Engine pour machines traditionnelles existantes.
- Sciaky (USA), Electron Beam Direct Manufacturing (EBDM), procédé "wire-fed", machine VX-110
Une technique qui convient particulièrement à l'hybridation avec l’usinage CNC traditionnel
Le développement de la technique de « dépôt de matériau et fusion » est aujourd’hui développé sur les machines hybrides. On associe aux capacités conventionnelles de fraisage CNC les capacités inédites de la fabrication additive. Cela se fait soit à travers des configurations de machine clé en main, soit à travers des systèmes modulaires intégrables aux machines-outils CNC existantes.
La flexibilité de ces machines permet d’utiliser, à tout moment, alternativement la technologie de dépôt de matière et fusion et celle de fraisage. Ainsi, il est possible d’usiner les sections inatteignables d’une pièce après qu’elle est fabriquée additivement. Grâce à la finition, on obtient des états de surface supérieurs à ceux offerts par les systèmes de fabrication additive métallique sur lit de poudre.
Comme l’hybridation en est encore à ses balbutiements, on ne compte que très peu d'entreprises menant des développements industriels et proposant des solutions de fabrication hybrides employant la technique DED:
- DMG Mori (Japon), LASERTEC 65 3D, machine hybride de fabrication additive et fraisage.
- Hermle (Allemagne), MPA 40 3D, machine hybride de fabrication additive et fraisage.
- Hybrid Manufacturing Technologies (Royaume-Unis), système modulaire AMBIT, intégrable sur les machines CNC existantes.
Comparaison de systèmes fabrication additive industrielle sur lit de poudre
Les caractéristiques d'une imprimante industrielle (résolution, qualité des finitions de surface, dimensions de la plate-forme de construction, variété de matériaux, flexibilité pour le changement de matériau, procédés de fabrication additive, etc...) doivent être en accord avec les besoins de la production (impression rapide de prototypes ou de pièces précises pour l’utilisateur final, outillage, recherche appliquée, etc...).
Typiquement, les principales imprimantes 3D pour la production de métaux sont capables d'imprimer des aciers de haute qualité, de l'aluminium, du titane pur ainsi que des alliages à base de nickel et de titane.
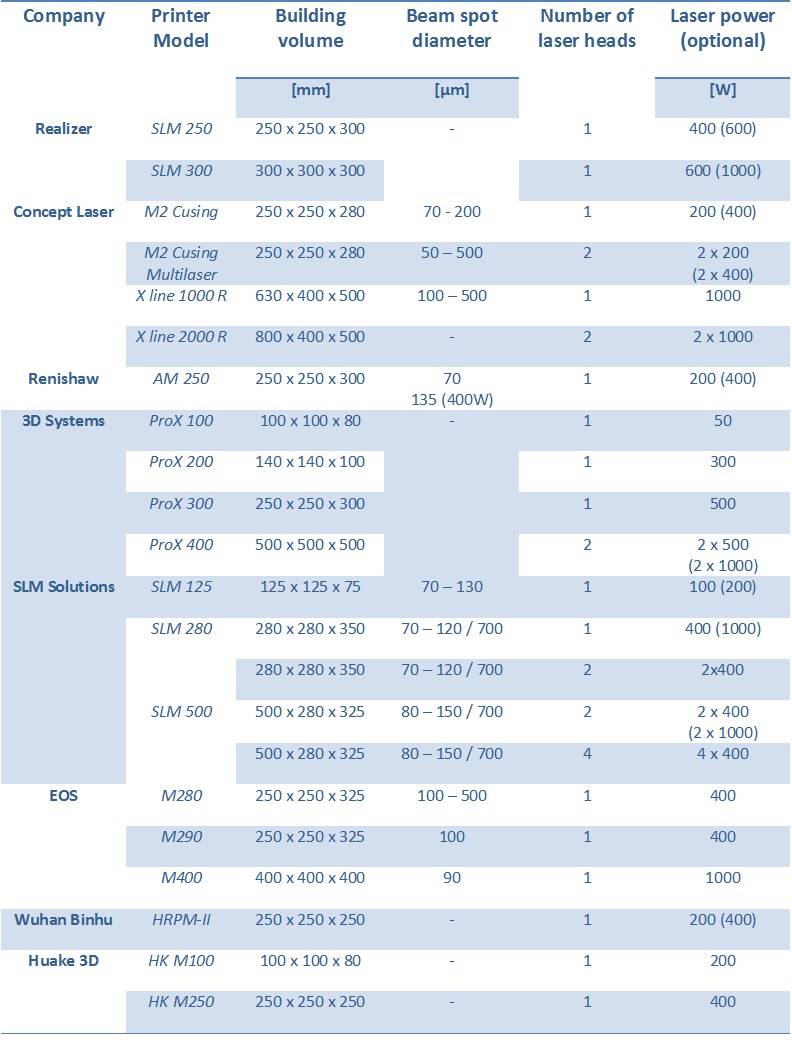
Quelques exemples d’imprimantes 3D selon les principaux constructeurs.
Les tendances du marché pour les systèmes de fabrication additive sur lit de poudre par fusion laser
Conséquences de la pénétration de la technologie 3D et de ses progrès au sein de l'industrie, des offres élargies sont commercialisées dans le but de répondre aux besoins des nouveaux clients. Les modèles haut de gamme ont été améliorés en termes de capacité, de précision, de productivité (vitesse) et d'ergonomie.
Les propositions notables sont:
- Volume de construction augmenté afin de contenir le plus de pièces individuelles possible ou appliquer le procédé à de plus grandes pièces.
- Meilleure aptitude pour l'impression de différents matériaux.
- Dimensions supérieures des machines en vue d’inclure un module d’amélioration de la productivité (chambre de construction amovible avec une configuration hors ligne, centre de préparation de la poudre, espace de traitement des pièces après impression) et imprimer de nouvelles pièces sans aucun délai.
- Systèmes comprenant plusieurs lasers pour augmenter la productivité.
- Incorporation de composants de meilleure qualité (résistance supérieure à l’usure et à la fissuration) pour réduire les coûts d'exploitation.
- Gestion automatique de la recirculation de la poudre.
- Unités de filtrage autonettoyantes.
- Station de refroidissement centralisée.
- Amélioration du système de contrôle et du logiciel.
- Système externe de recyclage.
- Système de chargement automatique.
Afin de proposer les meilleures solutions à ses clients, Spartacus3D s’efforce de toujours intégrer dernières tendances technologiques en matière de fabrication additive métallique pour être certain de maintenir une longueur d'avance.