

Additive Layer Manufacturing or ALM is in general the opposite of subtractive manufacturing, where material is removed to reach the desired shape. In ALM 3D parts are built up in successive layers of material under computer control. At the beginning 3D printing was used mainly for rapid prototyping. But manufacturers didn’t take long to realize the endless capabilities of this new fabrication process. Using Additive Layer Manufacturing especially in advanced applications as aerospace and cars not only makes the production of existing components more efficient, but also allows the creation of brand new ones, that weren’t possible before. Some of the most used materials are 3d printed Inconel 718 and titanium Ti6Al4V.
“Additive Layer Manufacturing (ALM)” or simply “additive manufacturing (AM)”, are terms that encompass many others such as 3D Printing, Rapid Prototyping, Rapid Manufacturing, Direct Digital Manufacturing or Layered Manufacturing.
More generally, it qualifies any process that does not operate by subtractive manufacturing (where the material is removed to attain the desired shape.) Instead, additive manufacturing is the process of joining materials to build objects from 3D model data, usually layer after layer.
While it is commonly referred as “3D-printing”, “additive manufacturing” or “additive layer manufacturing” are the proper terms to use within the industrial scope. Indeed, all the ALM processes are "additive" but not all of them look like "printing". Industrial applications also refer to the technology as such.
Additive manufacturing, for what purpose?
In terms of feasibility, ALM applications appear limitless. The technology offers affordable complexity in design. Design consolidation and function integration are the most obvious advantages of ALM.
The layerwise approach is simple but speed, repeatability, quality and material flexibility have long restrained the uses of this technology to rapid prototyping or preproduction visualization models.
On the impulse of the last technology strides, it is now used to fabricate end-use products in aircraft, dentistry, bio-implants, cars, and even for luxury and fashion products.
Some applications include:
- Experimental and visualization tool in design (i.e. prototyping)
- Manufacture of industrial tooling (i.e., to allow rapid casting)
- Create highly customized products
- Production of small volumes of serial components
Some future applications concern:
- Creation of human organs and tissues
- Construction of architectural buildings (houses, etc…)
- Manufacture of clothes
- Food confection
Nowadays, additive layer manufacturing is very relevant in the most advanced applications of the aerospace industry, to build light-weight components (reduce fuel consumption) and consolidate assemblies (improve reliability).
It also brings huge promises for automotive manufacturers to produce more efficient (and lighter) car designs, that were inconceivable using conventional manufacturing processes.
Moreover, the technology unlocks great benefits for high-grade materials such as Inconel 718 and titanium Ti6Al4V, traditionally difficult to process in order to reach complex shapes.
Additive manufacturing, according to which processes?
Additive layer manufacturing processes always start the same way, with a CAD model which must be converted into a STL file and exported to the AM machine. When read by the latter, it is sliced into a certain number of layers, depending on the desired precision.
A wide range of different processes is available under the AM technique. AM manufacturers have created unique process names and material designations, which compounds the confusion, because many of the different systems actually employ similar processes and share similar or identical materials.
It is useful and instructive to define the different AM processes since most of commercially available printers fall into one or more specific process categories:
1) Powder Bed Fusion
Powder bed fusion additive manufacturing designates the processes in which thermal energy (from a laser or an electron beam) selectively fuses regions of a powder bed.
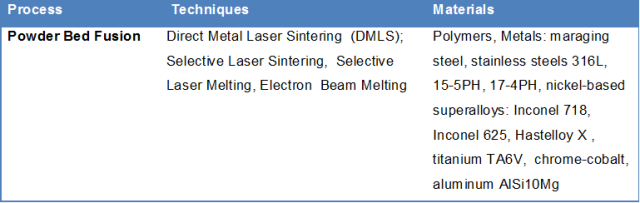
Polymers, heat and powder degeneration
Un-fused polymer powder surrounding a part serves to fix the part and no additional support is usually needed. Un-sintered powder degrades slightly each time it is exposed to elevated temperature in the build chamber and can only be used a limited number of times.
Metals and high melting point
While laser-aided powder bed fusion systems generally produced the best surface finish and finest features, the thermal gradients in the build chamber are high and anchors are required to maintain the part and limit its warping.
In contrast, in electron beam powder bed fusion systems, the build chamber, under vacuum, is heated at several hundred of degrees. The slower cooling produce less residual stress in parts and lower temperature gradient eliminates the need for a support structure.
Metal additive manufacturing SLM/DMLS process.
2) Material Extrusion
Material extrusion is an additive manufacturing process in which beads of thermoplastic filament are melted to be extruded and selectively dispensed through a nozzle. The heating power in the nozzle’s head controls the flow of melted material.

FDM, the largest base of AM machines
Compared to other ALM processes, material extrusion is relatively inexpensive and is the technology employed in most printers, particularly “home printers”. FDM systems use two spools of materials: one for the build material and another for the support material, required for bottom surfaces and overhanging features.
3) Material Deposition
Material deposition is an additive manufacturing process in which small droplets of a material are selectively deposited by inkjet-printing heads.

Material jetting, a process that really looks like printing
In material jetting process, inkjet-printing heads selectively dispensed droplets of build material as one or more print heads move across the build area. Multi-nozzle print heads are used to increase build speed and to print multi-material (photopolymers or wax-like materials) and graded material parts.
Binder jetting, to bond particles of a powder bed
Binder jetting is similar to material jetting in its use of inkjet printing to dispense the material. In contrast, with binder jetting, the dispensed material is not build material, but rather a liquid that is selectively deposited through inkjet print head nozzles to join powder particles on a powder-bed.
4) Sheet Lamination
Sheet lamination designates an additive manufacturing process in which sheets of material are bonded to form an object. This technique can join a computer controlled cutting device to cut the edges of the layer to form the desired shape.
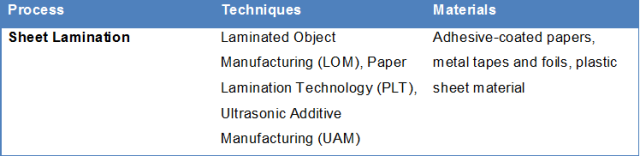
Sheet material can be adhesive-coated papers that form a plywood-like solid when laminated into a 3D object or it can be metal tapes and foils that form metallic parts.
Paper or metal sheets, different bonding & cutting methods
Layers can be bonded together with a water soluble adhesive for paper materials. In the case of metal tapes and foils, ultrasonic welding can be used and layers are bonded by ultrasonic energy supplied bay high-frequency transducers, combined with the compressive force created by the system’s rolling sonotrobe. Sheet lamination processes join a computer controlled cutting device (laser, knife or tungsten carbide blade) to cut the edges of each layer and form the desired profile.
5) Vat Photopolymerization
Vat polymerization is an additive manufacturing process in which the liquid photopolymer (UV hardenable resin) in a vat is selectively cured by light-activated polymerization.

Stereolithography, the oldest Vat Photopolymerization process
Initially, stereolithography only used UV laser and x-y scanning mirrors (scanner systems) on computer controlled galvanometers to direct the laser beam and scan the top surface of a liquid photopolymer in a vat.
Later on, other vat polymerization technologies entered the market, using a lamp or light-emitting diodes (LEDs) as the source of UV energy. Digital light processing (DLP) employs fibers optics with micro shutters to project an image onto the surface of a vat, curing an entire layer at once.
6) Directed Energy Deposition
An additive manufacturing process in which focused thermal energy fuses materials by melting them as they are being deposited.
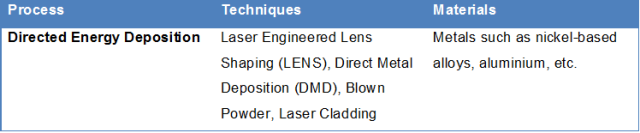
In this process, the focused thermal energy, created either by a laser, an electron beam or an ionized gas (plasma welding torch), is used to fuse materials (powder or wire form). The material is directly jetted into the heated zone where it melts. In most cases, a laser is the source of the energy, and the material is a metal powder.
Several materials can be simultaneously deposited, for functionally graded parts
DED process have had somewhat limited success in the AM market, although the process offers unique capabilities. For example, more than one material can be deposited simultaneously, making functionally graded parts possible. Most DED systems use a 4 or 5 axis motion system or a robotic arm to position the deposition head, so the build process is not limited to successive horizontal layers in parallel planes. It makes DED process suitable for adding material to an existing part, such as repairing a worn part or tool
Spartacus 3D is specialized in additive layer manufacturing, particularly DMLS process and delivers its expertise for a broad range of industries such as aerospace, automotive, defense, tooling industry and luxury.